

Time to read: 9 min
What Is Die Casting?
Die casting is a process where molten metal is cast into a mold, forming the desired part shape. Typically, a non-ferrous alloy like aluminum or zinc is used. This manufacturing process enables the creation of intricate geometries with a focus on efficiently producing large quantities of parts with high precision. Some of the most popular die-cast parts of all time are the iconic Hot Wheels, which many children remember fondly. Around the age of 5, I was interested in the structure of a Hot Wheels car, so I disassembled one. This somehow resulted in a wheel getting stuck in my right nostril and a subsequent ER visit. Needless to say, I will always remember Hot Wheels 😬 🚙

Die casting is desirable because of its ability to produce near-net shape parts, without much post-casting machining. Die-cast parts also exhibit improved strength and excellent ductility, along with a lower cost per part. Among the diverse methods available, high-pressure die casting shines as a popular technique, but many other methods of die casting exist. In this post, we’ll explore the most prominent types of die casting: high-pressure, low-pressure, hot chamber, and cold chamber. We’ll cover their applications and processes and share valuable design tips and insights into the metallurgical changes in the alloys used in this exciting field. So, let’s cast aside any doubts and dive in!
Die Casting Under (High or Low) Pressure
While there are many different casting processes, Fictiv offers these primary types*:
- High-Pressure Die Casting
- Low-Pressure Die Casting
- Hot Chamber Die Casting
- Cold Chamber Die Casting
*Other types, such as sand, investment, and centrifugal, may be available for specific projects. Contact us for more details.

High-Pressure Die Casting (HPDC)
The process starts with heating the meticulously crafted steel mold (or die), followed by the swift injection of molten metal. The molten metal injection happens at an impressive speed and high pressure, usually between 1,000 to 20,000 psi. It’s safe to say the pressure’s on, but this high pressure is precisely what is needed to form complex parts. After the mold is filled, the pressure is maintained until the metal solidifies, making it perfect for ‘smooth’ operations! Parts are often cleaned up, with excess material removed, machined (typically CNC machined), and finished after the die casting process.
The high vacuum die casting process maintains the high injection velocity used with conventional die casting, but reduces the air pressure within the die cavity to 50 milli-bars or less (5% of an atmosphere). This means there’s little air to become entrapped in the castings. Specially designed fan, or “antler,” gating systems can be used in combination with sophisticated die designs, particularly with respect to thermal management of the die. This generates a homogeneous metal front while filling the die to minimize the entrapment of any air, lubricant, or contaminants remaining in the cavity. This prevents oxide inclusions from joining metal fronts. Parts range from less than a pound (450 gms) to over 30 lbs (14 kg) and from just a few inches (>25 mm) long to 60 inches (1.5 meters) long. Typical wall thicknesses range from 0.08 to 0.16 inches (2 to 4mm).

High-Pressure Die Casting Applications
High-pressure die casting is a popular method for producing intricate shapes and geometries. It is commonly utilized in industries such as automotive, consumer electronics, and aerospace. HPDC’s remarkable capability of producing precise components efficiently and cost-effectively positions it as a prime choice for high-volume production. Some easily recognizable high-pressure die-cast parts are dresser knobs, engine pistons, medical robot casings, and industrial brackets.
Low-Pressure Die Casting
For low-pressure die casting, molten metal is gently poured from a furnace above the mold and propelled into the die using controlled gas pressure—typically between 7 and 30 psi. That’s significantly less than high-pressure die casting – about 99% less! This careful approach allows for more uniform wall thickness and significantly reduces the risk of porosity, which can lead to premature fatigue failure, aesthetic issues, and welding defects. The risk of porosity may be further reduced during a period of raised pressure, still significantly lower than that of high-pressure die casting, often referred to as squeeze casting.
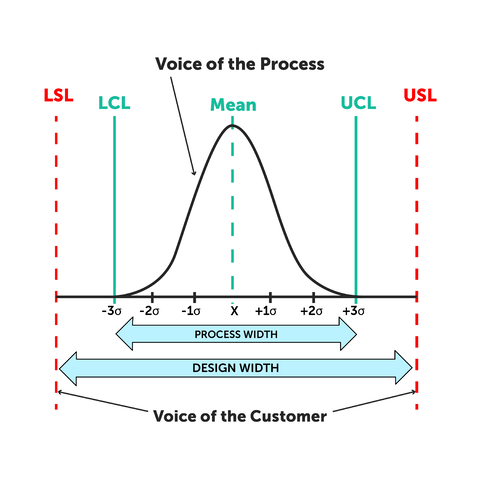
Fun fact: Porosity in castings can be measured by the prevalence of secondary dendrite arm spacing (SDAS). SDAS is the distance between dendrites in a solidified metal and represents the level of grain structure refinement. A smaller SDAS means the cast material has a more homogenous microstructure and will be stronger and tougher.

Low-Pressure Die Casting Applications
When it comes to larger castings, low-pressure die casting is the optimal choice. It’s particularly suited for crafting automotive engine blocks, housings, and other robust components that demand enhanced mechanical properties and bulkier geometries. Think of it as the gentle giant of die casting—big on size, low on pressure!
Cold-Chamber Die Casting
Cold-chamber die casting involves introducing molten metal at room temperature into a separate shot chamber using a ladle or pouring method. The shot chamber contains a ram that vertically forces the molten metal into a steel mold (die) with movable and fixed sections. The ram applies pressure ranging from 2,000 to 20,000 PSI to propel the molten metal into the die. The pressure is maintained until the metal cools and solidifies, after which the finished product is ejected from the die. This method is suitable for high-melting-temperature alloys like aluminum.
Hot-Chamber Die Casting
Hot-chamber die casting is a metal casting process specifically designed for low-melting-point alloys like zinc, tin, lead, and magnesium. This process is the most common and faster method than cold-chamber die casting. In this method, the metal is melted in a furnace within the casting machine. A hydraulic system injects molten metal into the die under high pressure. This process is efficient for producing intricate shapes. It is not suitable for alloys with higher melting points due to the risk of damaging the pump that injects the molten metal.
Ready to die-cast your design? Login today for a free quote and feedback from Fictiv experts.
What Are the Steps Involved in Die Casting?
Die casting involves the following steps:
- Preparing the Die: The first step is to create the die. Dies are typically made from steel and are designed to endure high temperatures and pressures. The mold design starts with a CAD (computer-aided design) drawing of the mold. This file is used to make the mold using CNC (computer numerical control) machining. After the die is made, it is prepared with a releasing agent or lubricant. This helps release the cast part. The die is then clamped and closed with high pressure.
- Metal Preparation: In the next step, the metal is prepared for the injection process. The metal, typically an aluminum, zinc, or magnesium alloy, is melted using a furnace and poured in a ladle.
- Metal Injection: The molten metal is poured into the shot chamber. This chamber is hot for hot-chamber die casting and cold for cold-chamber die casting. After that, the molten metal is injected into the die using high pressure.
- Cooling: The mold is allowed to cool and solidify into the shape of the mold.
- Ejection: After cooling, the part will be completely solid and can be removed from the die.
- Trimming: The final step of die casting is the trimming step. This involves removing any excess metal found on the product. This is done by using a saw or trim die.
What Are the Most Suitable Materials for Die Casting?
Many different metals (primarily nonferrous alloys) are compatible with die casting. The three most common materials are:
Aluminum Die Casting
Aluminum alloys are widely employed in die casting due to their unique properties. Notable alloys such as 380, 360, 390, and 413 exhibit high operating temperatures, outstanding corrosion resistance, low density, excellent strength, and good thermal conductivity. Additionally, aluminum alloys offer good stiffness, a favorable strength-to-weight ratio, EMI and RFI shielding properties, and recyclability. They can also withstand high temperatures and retain dimensional stability with thin walls.
During die casting of aluminum, solidification occurs with the formation of dendritic structures and potential intermetallic phases. This magical process boosts mechanical properties, enhancing strength and ductility.
Zinc Die Casting
Zinc alloys, including Zamak #2, #3, #5, #7, ZA8, and ZA27, offer a balance of strength, toughness, firmness, and cost-effectiveness. These alloys are known for their improved castability, shortened cycle time, and extended die life. The mechanical qualities of zinc alloys rival and exceed other common die casting materials such as aluminum, magnesium, and bronze. Their exceptional casting fluidity contributes to thin-wall castability, resulting in smaller, lighter, cost-effective components.
Zinc alloys exhibit minimal shrinkage during solidification, resulting in parts with impressive detail and smooth finishes. The unique microstructure often includes a cast “zinc” phase, lending excellent fatigue and corrosion resistance to the end product.
Magnesium Die Casting
Magnesium, particularly the AZ91D alloy, stands out for its toughness, durability, lightweight nature, and good castability. With a weight 75% lighter than steel and 33% lighter than aluminum, without compromising strength, magnesium alloys are preferred for applications requiring complex casting with tight tolerances. The material’s excellent corrosion resistance further enhances its appeal. Magnesium alloys in die casting offer a valuable combination of strength and weight reduction, making them suitable for various industrial and automotive components.
When magnesium alloys are die-cast, they undergo oxidation and grain refinement, producing a microstructure that significantly increases strength and weldability. This makes them ideal for lightweight applications. Talk about a glow-up!
Other Die Casting Alloys
Besides the primary materials, die casting can involve other alloys, such as bronze, copper, brass, lead, and tin. Tin, for example, is known for its high fluidity and low melting point, leaving minimal wear on molds. On the other hand, bronze, specifically white bronze, finds application in the jewelry industry due to its low melting point, resembling white gold and stainless-steel alloys.
Applications of Die Casting

Die casting has many applications in various industries. Some of the most common applications include:
- Automotive: Many automotive parts, such as gears, pistons, and housings, are made using die-cast parts.
- Aerospace: Die-cast aluminum is especially popular for aerospace components due to its lightweight.
- Electronics: Electronic housings and connectors are commonly made from die-cast aluminum, zinc, or magnesium, providing good shielding from radio frequency interference (RFI) and electromagnetic interference (EMI).
- Construction: Window frames, cladding, and other structural components are commonly made from die-cast metals, especially aluminum.
Advantages and Disadvantages of Die Casting
Die casting offers the following benefits and advantages:
- Fast cycle times.
- Suitable for producing complex parts.
- Produces parts with high dimensional accuracy.
- Produces parts with a smooth surface finish, which lessens the need for post-processing.
- Offers repeatable, accurate results with efficient production. This leads to cost-effectiveness for large production runs.
Die casting also has the following drawbacks and disadvantages:
- The cost of equipment and dies can be very expensive.
- Typically unsuitable for ferrous metals or metals with a high melting point.
- Designing and tooling new dies is a complex process that can take a long time before a production run starts.
- Upfront costs and lead times may be prohibitively high with small production batches. A larger quantity of parts may be needed to recoup the large up-front investment.
Frequently Asked Questions
Why Is It Called Die Casting?
Die casting is named for using dies – steel molds crafted primarily through CNC machining. These dies, consisting of a fixed, stationary half attached to the casting machine and a movable ejector half, serve as the molds into which liquid metal is injected.
What Is the Difference Between Mold and Die Casting?
Die casting and permanent-mold casting are two key methods in metal part production. Die casting injects molten metal into a steel mold under high pressure, ideal for small to medium-sized parts like those made of zinc, aluminum, and magnesium. It offers high precision, complex shapes, and efficient production rates.
On the other hand, permanent mold casting pours molten metal into a reusable mold, typically made of steel or cast iron, suitable for larger parts composed of alloys like brass, bronze, and iron. Permanent mold casting is cost-effective, supports a variety of materials, and produces parts with high strength and good surface finish. The choice between the two depends on factors such as part size, complexity, and material properties.
Is Die Casting a Precision Casting Process?
Yes, die casting is generally considered to be precision casting.
Is Post-Machining Always Required after Die Casting?
Aside from trimming or deburring operations, post-machining your parts is not necessarily required after die casting. Post-casting machining may be required for the final part if features such as tight tolerances or specialized surface finishes are required.
What Is the Difference Between Forging and Die Casting?
Casting involves heating metal in a furnace until it reaches a molten state. In this liquid form, the metal is poured into a die or mold to take on the desired component shape upon solidification.
On the other hand, forging utilizes a combination of thermal and mechanical energy applied to ingots, causing the alloy to change shape while remaining in a malleable but solid state. Casting relies on transforming metal from liquid to solid within a mold. At the same time, forging achieves shape alteration by applying heat and force to a solid metal form.
Die Casting Services
Die casting is a popular metal fabrication process due to its accuracy, efficiency, and low cost. Although the concept is fairly straightforward, this process requires expert knowledge and experience, which makes outsourcing to the right manufacturing service provider essential. Fictiv consists of a team of knowledgeable and experienced engineers. We pride ourselves on delivering the best quality products according to our customers’ needs. Create a free account with Fictiv or upload your design for a free, instant quote.