Time to read: 5 min
Overmolding in injection molding is a process that combines multiple materials together to form one single part. Typically, the first material (the substrate) is covered partially or fully by a second material (the overmold). The two most common applications for overmolding are:
- Combining threaded metal inserts with a plastic part
- Combining a harder plastic with a rubber-like material
This article will focus on the second application, and we’ll discuss the considerations and guidelines you need to know to ensure success for your next overmolding project.
Overmolding Overview
Here are the main reasons to overmold hard plastic with a rubber-like material:
- Aesthetics: Using two materials allows for different colors and textures, and can create striking color contrasts
- Grips: Rubber-like grips are commonly used in items like power-tools and kitchen utensils
- Keypads and Buttons
- Seals: An rubber-like overmold can create air and water tight seals
Using overmolding to create these features consolidates the number of individual parts and eliminates assembly and secondary operations in order to produce a seamlessly integrated product.

The two main types of overmolding are insert overmolding and two-shot overmolding. Factors such as part design, tooling lead time, and production quantities largely determine which method is most suitable.
Insert Overmolding
Insert overmolding (also known as “pick and place” overmolding) is where a substrate is placed into a mold and the overmolding material is injected over the substrate — this method is most commonly used by Fictiv. Insert overmolding requires two separate molds, one for the substrate and another for the overmold.
Two-Shot Overmolding
Two-shot overmolding is also known as multi-material or 2K overmolding. (Fun fact — 2K comes from the German “zwei komponeten” meaning two components). These injection molding presses are equipped with two barrels, as opposed to the standard single barrel, and can mold two different materials at once. A single tool is needed in this method, though the tooling is relatively complex and more expensive than insert overmolding. That’s why it’s best suited for higher production quantities, where the unit cost is the main consideration.
Though the two main types of overmolding are different, these guidelines apply to both.
Material Compatibility
Materials choice is the first and most important consideration in any overmolding project because selecting compatible grades can create a chemical bond between the two materials. If they’re compatible, the rubber-like material basically fuses to the plastic, like glue, to create a strong bond.

The most commonly used plastic grades for substrates include PC/ABS, ABS, Nylon and PBT. Generally, TPE, TPU or silicone rubber are most suitable for overmolding. Some plastics, such as POM, PP, HDPE or PEEK are ill-suited for overmolding due to their chemical composition, which prevents a bond from forming between the substrate and overmold. It’s also important to choose a substrate material with a higher melt temperature than the overmolding material so the substrate isn’t melted by the overmolding shot.
In recent years, TPE, TPU and material manufacturers have focused on specially formulated materials that bond with various grades of plastic — they’re a great source of materials guidance.
Part Design Considerations
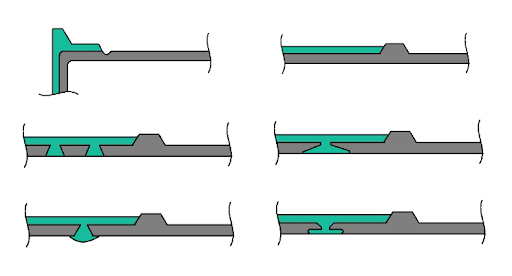
Uniform wall thickness is important for both substrate and overmolding features. Dimensional consistency is especially important for the substrate in order to minimize deformation and ensure that it can be inserted into the overmolding tool properly. Generous draft is also preferable for both shots as rubber-like materials have a higher tendency to stick in the tooling. It’s also important to have shutoff features on the substrate to avoid flash and create crisp lines for the overmolding. And mechanical features such as interlocks can further improve the bond strength — several examples are shown below.

Surface finish can help or hinder overmolding. For example, it’s preferable to to texture the overmolding locations, because a polished surface can cause the rubber to stick to the tool after molding. Texture applied to the substrate on the contact surfaces between the substrate and overmold can help with the material bonding, plus these surfaces are hidden under the overmolding features.
Tooling Design Considerations
Gating, ejector pin locations, parting lines, and flow length are often an afterthought, but getting them wrong can reduce part performance or adversely affect the overall aesthetic.
So, here’s how to get them right for an overmolding shot:
Thicker gates, such as edge gates, aid in the processing and bonding of the overmold. Centrally located gates that take into account the flow length are equally important for complete filling and bond strength. The material flow path is also a factor, so that no features from the substrate inhibit the flow. If such features exist, then additional gates are required. Thick and centrally located gates may leave a gate vestige in an undesirable location on the part, but there are ways and design features that can hide the gating away from view.
Also, ejector pin marks or parting lines located on sealing surfaces may prevent the seal from functioning properly.
Fictiv DFM review support: Fictiv’s dedicated DFM engineers and Technical Applications Engineers (TAE’s) are here to support you with your part and tooling design, so that your gates, ejector pins, parting lines and flow length are dialed in — check out our new DFM feedback portal!
Production Processing
Part processing mainly falls on the responsibility of the molder. However, even if material selection and design are properly covered, overmolding processing requires techniques and abilities beyond what’s needed for standard injection molding. Not every molding factory is capable (or willing) to accommodate overmolding products.
At Fictiv, a subset of our highly vetted network of manufacturing partners with proven track records of overmolding success are eligible to take on your overmolding projects. Additionally, Fictiv’s Supplier Quality Engineers (SQE’s) provide oversight for sampling and production to ensure your overmolded parts are of the highest quality.
Here are the internal guidelines that our manufacturing partners use for processing:
- Print material manufacturer’s datasheet and recommended processing conditions
- Check the overmold and substrate raw materials moisture levels to ensure they’re properly dried.
- No mold release spray allowed (Mold release spray is a cardinal sin for overmolding)
- To achieve optimal bond strength, set melt temperatures to the upper recommended limits
- Use a high injection rate for the overmolding
- Use the highest possible injection pressure
- Dry and clean surface of the substrate
- Preheat the substrate before overmolding — the temperature depends on the grade of material
- Typically use longer cooling times for the overmolding shot, since the substrate restricts cooling
Fictiv is your operating system for custom manufacturing. We make sourcing quality, custom mechanical parts simple using our online platform, guided expertise and highly-vetted partner network. For your next injection molding project, create an account and upload your designs to www.fictiv.com to discover the benefits of our design review process for yourself!