








Time to read: 6 min
Injection molding tool life is the number of production cycles that an injection mold can complete before it needs to be replaced or repaired. A production cycle spans the closing of the mold, the injection of a “shot” of molten plastic material, cooling, the opening of the mold, and the removal of the part. Predicting the lifespan of an injection mold is challenging, but Fictiv can help you select the right tool — whether it’s for prototyping, low, medium, or high-volume production.
Proper maintenance can help to extend injection molding tooling life.
What is the Life Cycle of Injection Molding Tooling?
The Society of the Plastics Industry (SPI), a trade association that has rebranded itself as PLASTICS, defines five classes of injection molds. These classes provide a convenient way to compare plastic injection molding tooling in terms of production volume, which is a relative measurement; and production cycles, which correspond to a range of numbers.
| SPI Mold Class | Volume | Cycles |
| 101 | High | Over 1 million |
| 102 | Medium-to-High | 500,000 to 1 million |
| 103 | Medium | Under 500,000 |
| 104 | Low | Less than 100,000 |
| 105 | Prototype | Less than 500 |
The following sections describe each SPI mold class in detail, and later sections provide more information about injection mold tool materials and other factors, such as mold design, that limit or extend injection mold tool life. (Note that hardness measurements below are given on the Rockwell C (RC) scale.)
SPI Class 101 Molds
SPI Class 101 molds are the most expensive and are built to withstand over 1 million production cycles and produce plastic parts with tight tolerances and complex geometries. These injection molds are made of high-grade steel and, if sliders are used, are equipped with wear plates. With Class 101 molds, the minimum hardness of the cavities and cores is 48 RC, and the minimum hardness of tool components is 28 RC.
SPI Class 102 Molds
SPI Class 102 molds can produce medium-to-high volumes of plastic parts with a good surface finish. Although they’re made of lower-grade steel than Class 101 molds, SPI Class 102 molds are built for medium-to-high volumes with cycles that range from 500,000 to 1 million. Class 102 molds cost less than Class 101 molds, but cost more than the other SPI mold classes.
SPI Class 103 Molds
SPI Class 103 molds are designed to produce plastic parts that meet lower cosmetic requirements across medium-volume production runs of fewer than 500,000 cycles. Because they’re made of lower-grade materials, SPI Class 103 molds require more frequent maintenance over time. The minimum hardness for cavities and cores is 28 RC, and the minimum hardness for tool structure components is 18 RC.
SPI Class 104 Molds
SPI Class 104 molds are designed for lower volumes and fewer than 100,000 production cycles. Although they’re made of lower-quality and less expensive materials, Class 104 molds still feature hardened steel inserts, high-quality surface finishes, and tight tolerances. Sometimes, these molds include features such as hot runners and lifters.
SPI Class 105 Molds
SPI Class 105 molds are similar to Class 104 molds in terms of precision and quality but are designed for prototyping rather than production runs. Typically, this type of plastic injection molding tooling lasts for fewer than 500 cycles. Often constructed of cast metal, these molds sometimes use hardened steel for inserts. Of all of the SPI classification types, SPI Class 105 molds are the least expensive.

Predicting the life of a plastic injection mold depends on a number of factors.
What Determines Injection Mold Lifespan?
SPI mold classes provide a convenient framework for mold life comparisons. Ultimately, however, there are four factors that determine injection mold lifespan.
- Injection mold material and construction
- Plastic material and part design
- Processing skill and environment
- Cleaning, lubrication, and maintenance
Injection Mold Material and Construction
There are three categories of injection mold materials: aluminum, soft and semi-hardened steel, and hardened steel. Within each category, there are specific grades, each with an expected tooling life. For example, aluminum tooling usually supports 10,000 shots or fewer. However, molds made of harder 7000 series aluminum may last significantly longer.
Tools with moving mechanical parts and molds where metal inserts are loaded and removed manually tend to have a shorter tool life. That’s why some molds with softer base materials use inserts or other mold components made of hardened steel.
Soft and semi-hardened steels include P20, 718H, and NAK80. Because P20 is significantly harder than most aluminum grades, injection molds made of this tool steel can support 50,000 to 100,000 shots. 718H steel is a bit harder than P20 steel but has similar properties otherwise. NAK80 semi-hardened tool steel lasts even longer and is a good choice for parts that require several side actions. Hardened steels for injection molds include H13, which has an expected tooling life between 500,000 and 1 million shots, and S136 stainless steel, which has a tooling life of 1 million shots or more.
Plastic Material and Part Design
The plastic used for injection molding also affects tooling and molding life. For example, glass-filled resins are abrasive and tend to wear out injection molds more quickly. The use of a specific mold material with a specific plastic material is also a factor. For example, corrosive grades of plastic such as PVC or POM can cause aluminum molds to wear away quickly. However, molds made of S136 hardened steel can resist the corrosive chemicals in these polymers. Part designs with thick walls also contribute to mold wear since these injection-molded plastic parts typically require longer cycle times.

Processing Skill and Environment
Plastic injection molding tooling life becomes shorter if injection molders fail to maintain proper temperature control and use excessive clamping force. The premature opening of clamps or vents can also cause mold damage. In addition, molds wear more quickly if there’s overlocking, poor tool alignment, excessive ejector stroke, or over-pressurization of the plastic material. Molds that are used in harsh, dirty environments won’t last as long as tools that are used in cleanrooms. Also, using an injection mold in an environment for which it wasn’t designed can contribute to premature wear.
Cleaning, Lubrication, and Maintenance
Plastic injection molds require periodic cleaning depending on the production volume, the type of mold and plastic, and operating conditions. Yet, it’s important to avoid harsh, abrasive cleaners that can damage a mold’s surface and strip a tool of its protective coatings. It’s also important to apply lubricants to moving parts such as ejector pins, slides, and cores. Too much lubrication can be a problem, however, and over-lubrication may attract dirt and debris that leads to contamination and increased wear.
The relationship between mold maintenance and tooling life is critical. Cleaning and lubrication are regular procedures, but injection molders must also schedule time for inspections and maintenance – even if it means taking a mold out of service. To help with detecting future issues, it’s best practice to record the mold maintenance services that were provided. Preventive maintenance may be inconvenient, but it helps molders (and their customers) to avoid missing deadlines due to unplanned mold maintenance.
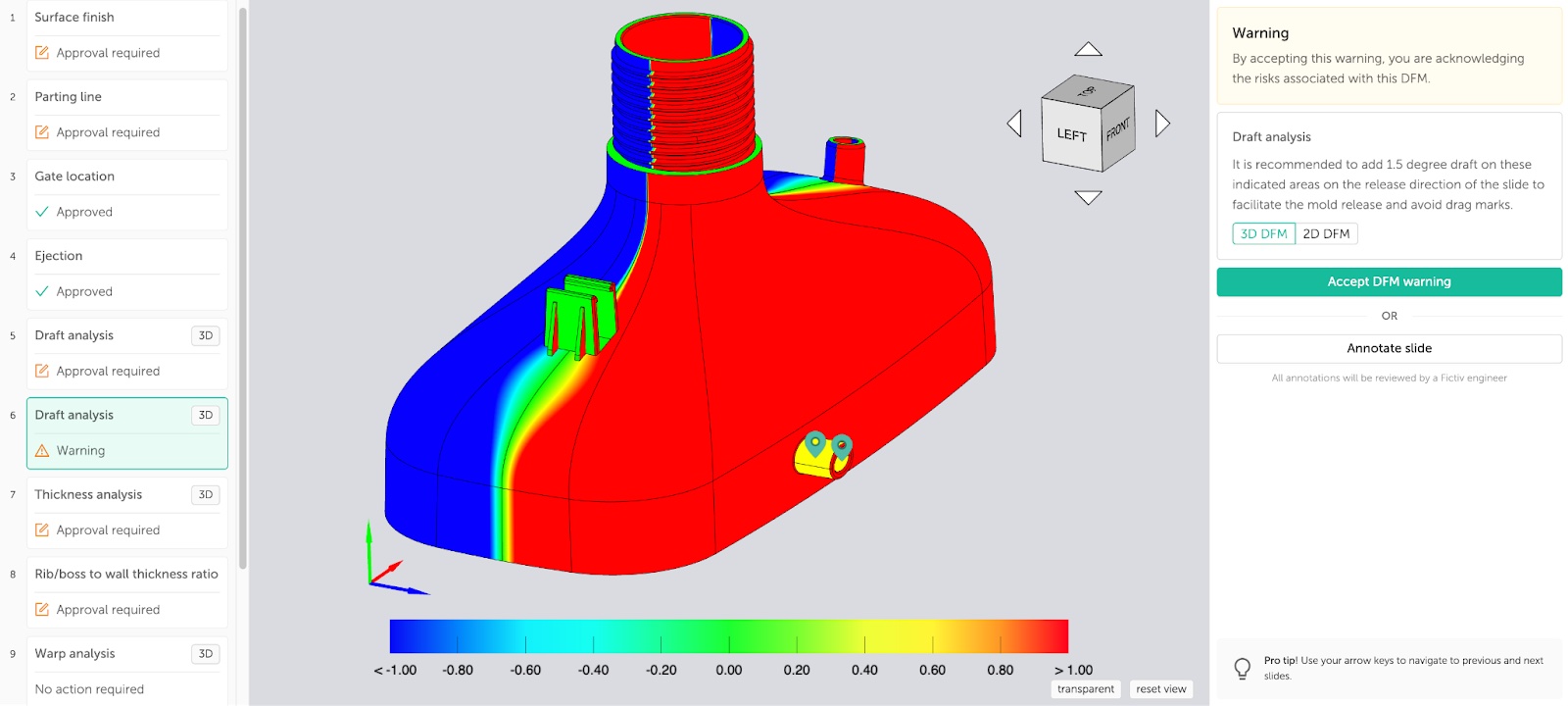
Fictiv’s enhanced DFM system helps designers to avoid injection molding defects
What’s the Relationship Between Injection Molding Defects and Mold Damage?
There’s also a relationship between injection molding defects and injection mold damage — part defects can cause mold damage, and mold damage can cause part defects. Here’s a list of injection molding defects to know.
- Sink marks are dents, divots, depressions, or craters on the surface of a part. Often, they’re caused by molding temperatures that are too high.
- Surface delamination causes a part’s surface to separate into thin layers that can be peeled away. Mold release agents and part ejection mechanisms are sometimes to blame.
- Flow lines are unwanted streaks, waves, or lines on a part’s surface. Part requirements for very thick walls can contribute to their formation.
- Burn marks are discolored areas caused by inadequate venting or gates that are too small. Proper mold design can prevent them.
- Flash is extra plastic that forms on the surfaces of injection molded parts. Excessive flash requires removal, and flashing can also cause clamps to wear.
Fictiv provides quality plastic injection mold tooling and expert design assistance
If you’re looking for an injection mold tool life guarantee, remember that it’s for the lifetime of the mold – and not the designer. Predicting the lifespan of an injection mold is challenging, but choosing the right injection molding partner isn’t.
Fictiv carefully vets the members of our global network, and our injection molding partners are insanely skilled. We make injection molding tools out of a variety of materials to suit your needs, and we provide free design for manufacturing (DFM) feedback along with free quotes. To get started on your next injection molding project, create a free Fictiv account and upload your part design today.

