Time to read: 6 min
SMED (Single-Minute Exchange of Die) is a trending methodology used in injection molding to reduce the time required for tooling changeovers in production facilities. Manufacturers can significantly boost productivity by focusing on lengthy die changeover times as a primary source of inefficiency while aligning with lean manufacturing principles in injection molding.
This article explains the techniques and implementation of SMED for optimizing tooling changeover efficiency in injection molding.
What Is SMED?
SMED (Single-Minute Exchange of Die) is a principle developed by Shigeo Shingo, a Japanese industrial engineer who helped Toyota and other well-known companies reduce changeover time to improve productivity. This principle has been successfully deployed in various industries, from automotive manufacturing to injection molding.
Ultimately, the goal of SMED is to reduce tooling changeover time by analyzing every step of the process and differentiating activities that can be performed ahead of time from those that must be completed during the actual changeover. Once identified, these individual activities can be optimized, and some internal activities can be transferred to external activities to ensure that more work can be done upfront to keep the changeover work to an absolute minimum.
Injection molding is uniquely suited to SMED because the mold often needs to be changed for different production runs. Any production time wasted on tooling changeover is time (and money) lost on the machine.

Benefits of SMED
SMED is a proven and well-regarded philosophy with key benefits:
- Reduced Changeover Time: This is the main principle of SMED that translates directly into improved productivity and increased profits, as less time is spent doing the actual changeover.
- Improved Efficiency: Changeovers absorb a lot of resources; the faster a changeover happens, the faster those resources can be deployed to other tasks.
- Lower Cost: Any activity that halts a production line costs money due to lost production capacity. Time saved in a more efficient process results in higher production uptime, reduced labor, and lower overall production costs.
- Improved Safety and Quality: Standardizing the changeover process and reducing the handling of heavy tooling can significantly improve safety and product quality.
Challenges of Implementing SMED
SMED is a powerful philosophy that can produce nearly instant improvements in productivity. However, some challenges need to be considered and overcome before implementation, as described below:
- Initial Investment: Upgrading equipment can be expensive; systems for reducing changeover time, such as magnetic platens, are far more expensive than simple clamping methods. Also, staff must be trained on new equipment and procedures, and a machine may need to be taken offline for an extended period to apply this new philosophy.
- Lack of Buy-In: As with any significant change in an organization, stakeholder buy-in can be a major roadblock to implementing processes like SMED. This is why it is critical to engage with all stakeholders early in the process so that any concerns and potential challenges can be raised ahead of time.
- Maintaining Momentum: SMED implementation is not a one-off exercise; it must be continuously monitored, maintained, and improved. Failure to do so might lead to old habits slipping back in, undermining the progress already achieved.
- Compatibility: Molds may need to be compatible with quick-change systems, including alignment pins, quick-release mechanisms, dedicated mounting points, and clamping interfaces.
Are you spending too much time and money on tooling changeovers? You might not even realize it if your suppliers are. Create a quote and let Fictiv implement lean processes for more efficient pricing in injection molding.
Quick Mold Change Techniques and Magnetic Platens
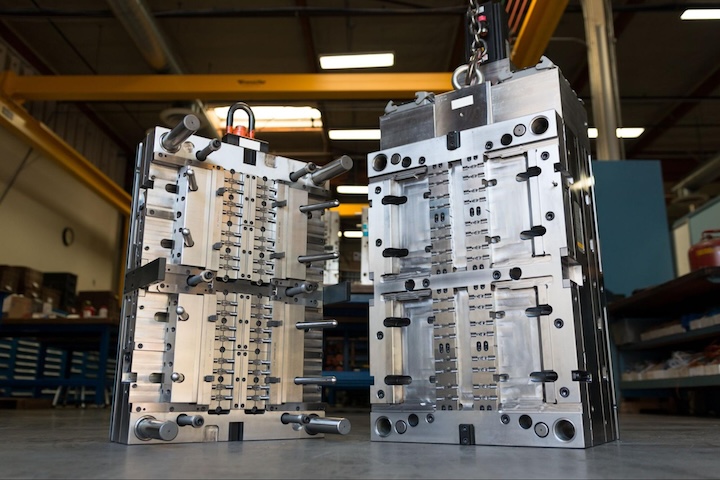
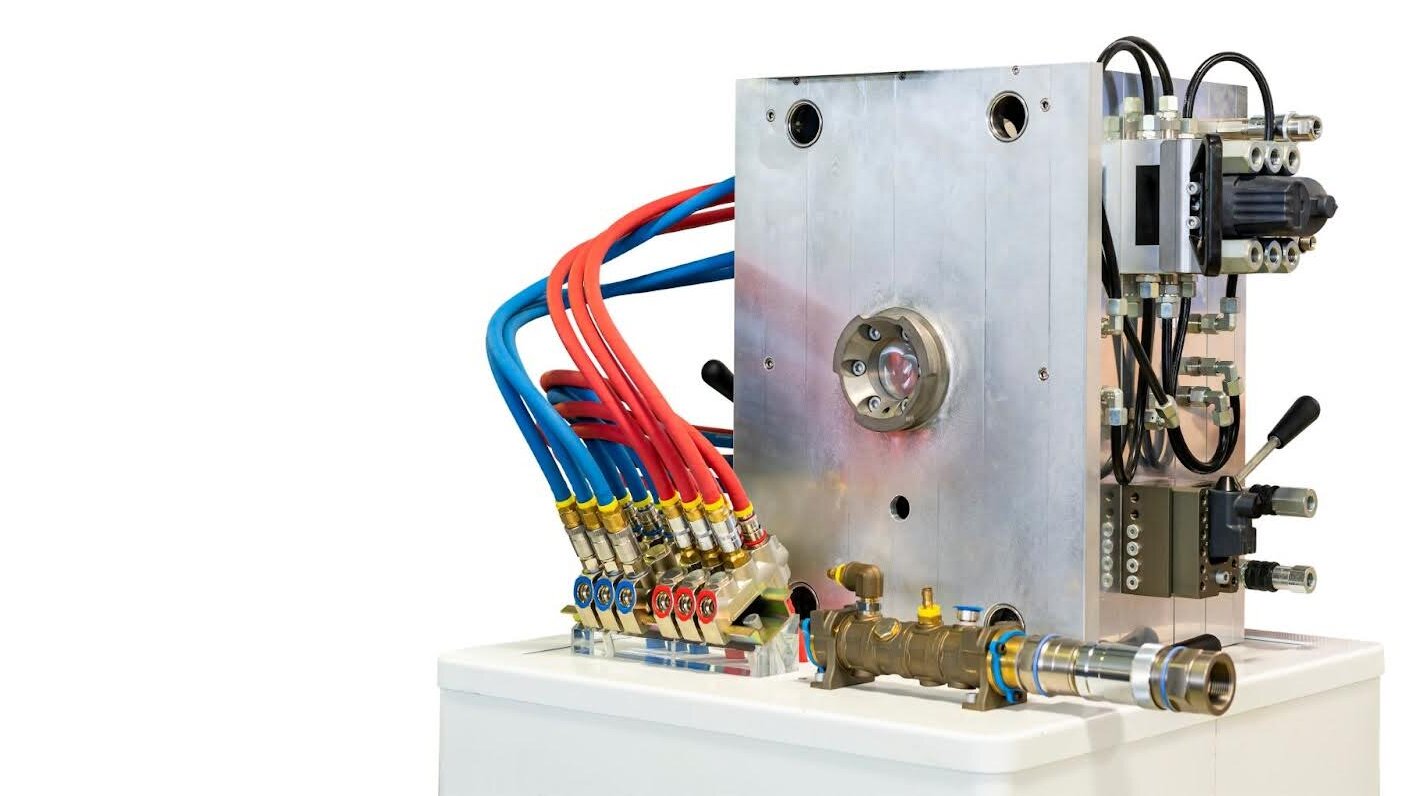
The most commonly used method of quickly changing out molds is to make use of magnetized platens on the machine. On a standard injection molding setup, the mold is secured to the platen using threaded fasteners and hydraulic clamps, which are time-consuming to loosen and refasten. A magnetized platen aligns and secures the mold to the machine using an electromagnet, making changeovers significantly quicker. Other advanced mold changeover methods, like quick couplers on hose connections and robotics to load and unload molds, can further reduce mold changeover time.
”As a mechanical engineer specializing in Tooling for injection molding, I’d estimate that implementing magnetic quick-change platens can reduce mold changeover downtime by 60–90%, depending on the initial setup and operational discipline.
For example, a well-implemented magnetic platen system can cut a mold change from 60 minutes down to 6–15 minutes—dramatically improving machine utilization, flexibility, and overall equipment effectiveness (OEE).” – Van Bourelos, Program Manager at Fictiv
Advantages of Magnetic Clamping in Mold Changes
Magnetic clamping systems for injection molding are an excellent way to reduce downtime with many advantages:
- Fast Changeover: Removing and replacing fasteners every time a mold changeout is required is very time-consuming, whereas magnetic clamping systems clamp without the need for fasteners.
- Standardized molds not required: As long as the mold is magnetic, it can be clamped using this system. Fastener-based systems need to have a standardized mounting design so that they can fit the same platen.
- Even Clamping: The magnet will evenly clamp on the mold and won’t introduce stress into the mold. Fastener-based systems take more time and effort to balance the clamping load across the entire mold.
Implementing SMED in Injection Molding
Implementing SMED in injection molding can significantly improve productivity and reduce operating costs. The following steps provide a top-level overview of how to implement SMED.
Step 1 – Prepare and Identify
Proper preparation requires selecting any process that is performing poorly to be optimized. For example, a large and complex injection molding setup that undergoes multiple die changes must be identified. This should provide the largest time savings while avoiding significant risk to day-to-day operations if the SMED process does not go as expected.
Identifying this process may require monitoring key performance metrics over an extended period to gather representative data. A poorly performing system can then be selected based on the measured performance data. Once the process has been identified, key stakeholders must be engaged so that the purpose and benefits of SMED can be explained. Thorough stakeholder engagement is key to ensuring initial buy-in and long-term commitment.
Step 2 – Separate Internal & External Activities
Next, the chosen process needs to be broken down into internal and external activities. Internal activities are tasks that can only be performed when the injection molding machine is offline, while external activities are tasks that can be completed while the machine is still running.
For example, an internal activity can refer to changing the actual molding tool, and an external activity can be getting the replacement tool ready for installation. Setup time reduction is an example of an optimizable external activity. It’s important to convert as many internal activities to the external category as possible, as this is where most of the time savings can be realized.

Step 3 – Optimize for Continuous Improvement
Once all activities have been separated, they must be further analyzed to identify additional opportunities for time savings. The lean framework of ECRS can be a helpful analysis tool, as described below:
- Eliminate unnecessary steps
- Combine steps where possible
- Rearrange activities to enhance workflow and reduce motion and waiting time
- Simplify the process, as complexity is prone to human error
Step 4 – Maintain Momentum
Successfully implementing the SMED process is not the end, as there is still a risk that old habits will creep in and undo the gains made. The following guards can be implemented to prevent this from happening:
- Ensure that monitoring systems are in place to flag any increased changeover time well in advance
- Appoint an SMED champion whose role can include monitoring and ensuring the SMED principles are upheld while also trying to identify additional time-saving opportunities in other systems
- Arrange periodic training to remind staff of the importance of SMED and allow employees to raise concerns or highlight potential time-saving opportunities
Best Practices for Implementing SMED in Injection Molding
- Start Small: Pilot SMED tactics on one machine or process to measure effectiveness.
- Invest in Training: Ensure all operators are trained in new procedures and equipment.
- Measure and Analyze: Collect data on setup times and continuously seek improvement.
- Use the Right Tools: Implement magnetic platens and quick-change systems where they provide the most benefit.
- Collaboration: Engage with suppliers of molds and equipment to ensure compatibility with SMED principles.
Succeeding With SMED in Injection Molding
Implementing SMED in injection molding will significantly boost efficiency and reduce part costs. Fictiv has a global manufacturing network and production experts who use techniques like SMED and other productivity-enhancing methodologies to save money while maintaining world-class quality. As your operating system for custom manufacturing, Fictiv has the expertise to support you, from part design through prototyping and production.
Create your free Fictiv account and request a free injection molding quote on your design today. We’ll provide instant DFM feedback and quotes in hours, not days—with no minimum order quantity!