








Time to read: 6 min
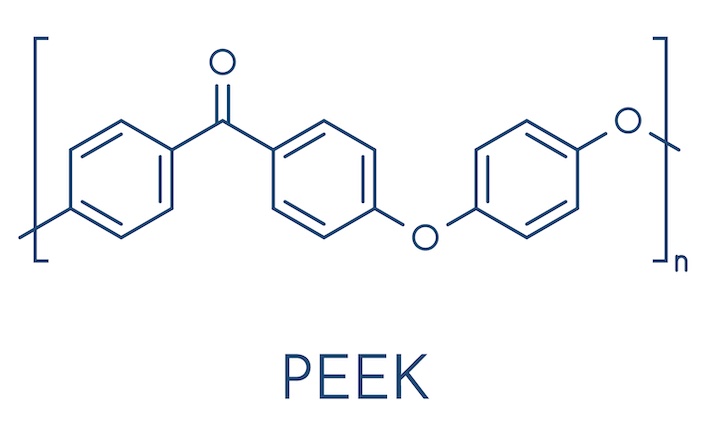
PEEK injection molding produces high-quality plastic parts from polyether ether ketone (PEEK), an engineering thermoplastic with exceptional properties that makes it suitable for applications in the medical and aerospace industries. PEEK’s excellent thermal and mechanical properties are a function of its semi-crystalline molecular structure — some PEEK molecules are highly ordered (crystalline), while others are randomly ordered (amorphous) instead.
The molecular structure of PEEK is shown below:
What is PEEK Plastic?
PEEK belongs to the wider polyaryletherketone (PAEK) group of materials that is produced via step-growth polymerization. This engineering thermoplastic resists a wide range of chemicals, but some acids can corrode PEEK. Also, PEEK has poor UV resistance, but can be easily sterilized and offers high wear resistance.
Typically, PEEK is supplied in its light-brown natural color — it can be pigmented black, but doing so degrades some of its mechanical properties. PEEK can also be modified with fillers like glass fiber or carbon fiber, which increases PEEK’s strength and rigidity, but reduces its flexibility.
PEEK can be challenging to injection mold because of its high-temperature processing requirements. If proper processing temperatures are not maintained, this injected molded plastic may be more prone to fatigue and stress cracking. PEEK is also a relatively high-cost material because it is a specialty plastic, so its applications are limited.

Advantages of PEEK Injection Molding
Despite these challenges, PEEK injection molding produces plastic parts with high-temperature resistance, excellent mechanical properties, and biocompatibility. Examples include surgical equipment and high-temperature seals for aircraft engines. A list of the material’s benefits are listed below:
Resists Medical Sterilization
There are many ways to sterilize parts for medical devices and equipment — including gamma irradiation, dry heat, ethylene oxide, and autoclaving — and PEEK resists all of these sterilization methods.
Biocompatibility
Medical grade PEEK is an inert, biocompatible material that is used in spinal cages and other implants. It is transparent to X-rays and does not easily degrade within the human body over long periods of time. Not all grades of PEEK are suitable for medical applications, however.
High-Temperature Resistance
PEEK has a melting point of 343°C and a heat deflection temperature of 336°C. With its semi-crystalline structure, PEEK also has a well-defined melting point and can maintain its structural integrity across a wide temperature range.
Low Offgassing
PEEK does not release trapped gas when exposed to high-temperature environments or vacuum conditions. In addition, PEEK’s chemical resistance ensures that it doesn’t offgas because of corrosion or long-term exposure to moisture.
Wear Resistance
PEEK is highly resistant to wear because of its high hardness (87.5 Shore D), low friction, and semi-crystalline structure. Still, PEEK is often combined with fillers like carbon fiber or PTFE to further improve its wear resistance for especially demanding applications.
Chemical Resistance
PEEK can withstand exposure to most acids, bases, inorganic chemicals, and hydrocarbons. However, it cannot resist chromic, nitric, hydrofluoric, and sulfuric acids. Inorganic chemicals such as bromine, chlorine, fluorine, and hot sodium also degrade PEEK.
Strength and Rigidity
PEEK has better mechanical properties than most plastics. It has excellent fatigue resistance and is tough enough to resist cracking or breaking when exposed to shock loads. Plus, PEEK’s mechanical properties can be further enhanced with the addition of carbon fiber.
Design Guidelines for PEEK Injection Molding
Part designers who follow injection molding design guidelines can promote manufacturability, control costs, and minimize defects. Fictiv’s Injection Molding Design Guide provides an overview of key design considerations. Download it here.
Below are some tips specific to PEEK injection molding:
Wall Thickness
The recommended wall thickness for injected molded PEEK is between 1.0 and 3 mm. With its excellent mechanical strength, PEEK can support relatively thin walls while maintaining sufficient part strength. A uniform wall thickness is recommended, but PEEK parts can have walls with different thicknesses as long as those thicknesses do not change abruptly.
Radii
As with other thermoplastics, avoid sharp radii with injection molded PEEK. Sharp edges and corners make parts more difficult to mold, which increases tooling costs. Importantly, sharp radii also introduce stress concentrations that can weaken the part. A general rule is to keep a minimum radius that is equal to 25% of the wall thickness.
Draft Angle
Draft angles are the amount of taper that you apply to a part’s vertical walls so that it’s easier to eject the part from the mold. In general, keep draft between 0.5° and 2°. PEEK parts with smoother finishes require less draft and parts with textured finishes require more draft.
Part Tolerance
Part tolerances are allowable dimensional variations between parts. Injected molded PEEK can have tolerances as tight at 0.05%, but mold design and injection temperature are factors. Like all injection molded thermoplastics, PEEK shrinks when it cools. Unfilled PEEK has shrinkage rates are between 1 and 1.8%, while filled PEEK has shrinkage rates of up to 0.9%, depending upon the part size and flow direction.

PEEK Material Properties
The table below lists the material properties for some common PEEK grades:
- PEEK 450 G unfilled does not contain glass fiber or carbon fiber
- PEEK 90GL30 GF 30% is filled with 30% glass fiber
- PEEK 450CA30 CF 30% is filled with 30% carbon fiber
- PEEK 150G903 is unfilled, but is pigmented so that the color is black
Filled grades of PEEK are stronger, but this added strength comes at the expense of elasticity. Pigmented PEEK has different mechanical properties.
| PEEK 450 G Unfilled | PEEK 90GL30 GF30% | PEEK 450CA30CF30% | PEEK 150G903Black | ||
|---|---|---|---|---|---|
| Physical | Density (g/cm3) | 1.30 | 1.52 | 1.40 | 1.30 |
| Shrinkage Rate (%) | 1 to 1.3 | 0.3 to 0.9 | 0.1 to 0.5 | 1 to 1.3 | |
| Shore Hardness (D) | 84.5 | 87 | 87.5 | 84.5 | |
| Mechanical | Tensile Strength (MPa) | 98 @ Yield | 195 @ Break | 265 @ Break | 105 @ Yield |
| Elongation (%) | 45 | 2.4 | 1.7 | 20 | |
| Flexural Modulus (GPa) | 3.8 | 11.5 | 24 | 3.9 | |
| Flexural Strength (MPa) | 165 | 290 | 380 | 175 | |
| Injection Molding | Drying Temperature (°C) | 150 | 150 | 150 | 150 |
| Drying Time (hrs) | 3 | 3 | 3 | 3 | |
| Melt Temperature (°C) | 343 | 343 | 343 | 343 | |
| Mold Temperature (°C) | 170 to 200 | 170 to 200 | 180 to 210 | 160 to 200 | |
Table 1: Material Properties of Common PEEK Grades
PEEK Material Processing
PEEK requires proper material processing to avoid injection molding defects. The following sections contain processing guidelines for injection molders to follow and considerations part designers should understand.
Moisture
PEEK resin absorbs moisture and must be dried thoroughly before injection molding begins — in general, PEEK must be dried to a moisture content of less than 0.02%. Injection molders can achieve this moisture level by placing the material in an oven for 2 to 3 hours at 160 °C.
Temperature Control
PEEK has high processing temperatures that range from 350°C to 400°C. Molds must be kept at temperatures up to 200°C to prevent part defects, and poor temperature control may cause a problem known as quench-cooling, which creates additional areas of amorphous PEEK and, ultimately, results in lower-quality parts.
Filled PEEK materials pose special considerations. For example, some glass-filled PEEK composites have reduced thermal stability, which means they can degrade if exposed to high processing temperatures for extended periods of time.
Injection Pressure
The optimal injection pressure for PEEK depends on the material grade, the injection molding machine, and the mold design. Injection pressures can reach as high as 2,000 Bar, but can be reduced by increasing either the temperature or the injection speed. After injection, the holding pressure must be maintained to reduce the occurrence of defects such as voids or sink marks.
Shrinkage
Shrinkage is a normal part of the injection molding process, but can be reduced by increasing the injection pressure and the subsequent holding pressure. Carbon fiber fillers can reduce overall shrinkage, but a high volume of fillers may result in parts warping.
Succeeding With PEEK Injection Molding
PEEK is an expensive material that is used for demanding applications. That’s why it’s important to design for manufacturability (DFM) and work with a skilled injection molder to make sure your parts are made right, the first time.
Fictiv provides expert DFM feedback along with your quote, and we work with a carefully-vetted network of injection molding partners who are experts at molding PEEK. As your operating system for custom manufacturing, Fictiv supports you from part design through prototyping and production.
Create your free Fictiv account and request an injection molding quote today—we mold complex parts at ridiculous speeds!

