








Time to read: 7 min
This article is a companion to Getting Started with CNC, an introduction to the different types of CNC milling machines and the software used to design the parts they produce. Here, we’re going to discuss CNC milling terminology, toolpaths, and common operations.
Chip Formation
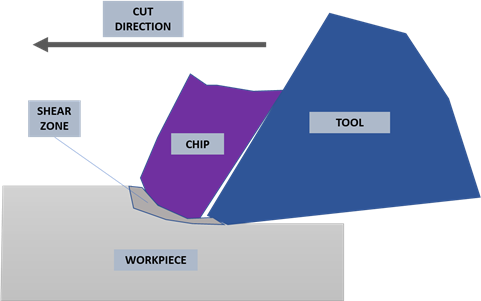
You may have seen images like Figure 1, which show how a milling tool creates both compressive and shear stresses when it cuts a workpiece. Those stresses create a shear zone, and part of the workpiece shears away into what we call the chip, which tends to fly in the direction of the operator’s face — which is why machinists wear safety glasses!
This type of cut may appear simple and straightforward, but the mechanics behind chip formation are complex and have been studied for years.
This cutting process generates quite a lot of heat, and the chips carry that heat when ejected from the workpiece. Good machinists pay attention to the color and shape of the chips to make sure the process is optimal — by observing the chips they know when to adjust coolant or cutting speed and feed rate.
Chips that curl into shapes like the numbers six or nine typically mean the process is operating optimally, but the ideal chip shape depends upon the toughness of the material. Other material properties affect the chip shape as well. For example, brittle materials typically produce discontinuous chips when milled.
Climb vs. Conventional Milling
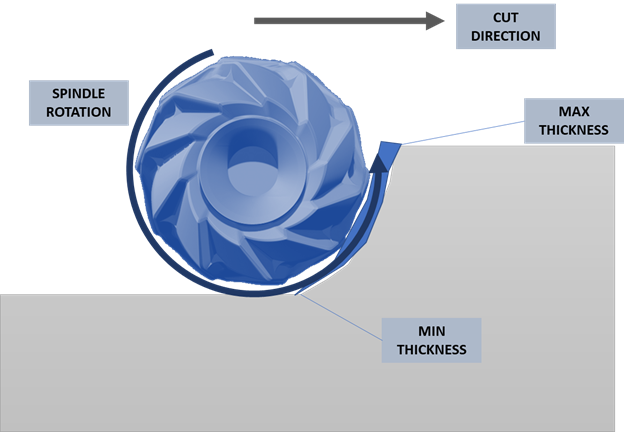
There are two methods of milling material that depend upon whether the spindle rotation cuts from maximum to minimum thickness or vice versa. The first method, conventional milling, is more common with manual milling machines and cuts with a spindle rotation vector that’s the opposite of the cut direction. The tool rotates in a way that cuts the workpiece from smaller thickness to larger thickness (see Figure 2).
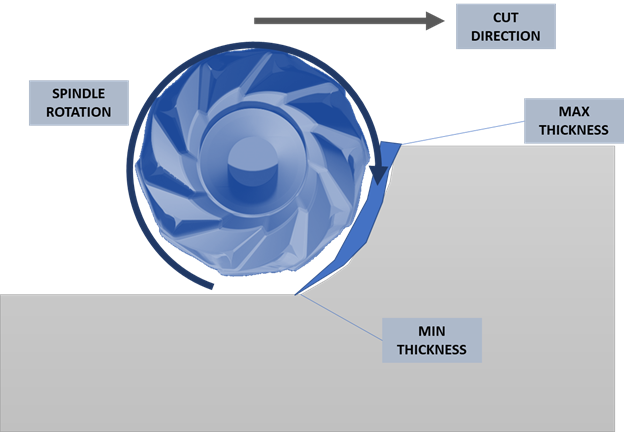
The second method, called climb milling, uses a spindle rotation vector that matches the cut direction. In this process, the tool rotates to cut the workpiece from larger thickness to smaller thickness (see Figure 3). Climb cutting with CNC milling is beneficial because it reduces cutting pressure and produces less heat, which results in a superior surface finish on the workpiece.
Cutting Speed and Feed
Tool rotation is defined as revolutions per minute (RPM), and the motion of the tool towards the workpiece is called the feed rate, defined as inches per minute (IPM). These are two of the main machining parameters that are critical to monitor and control.
In a manual process, machinists can tell if the cutting speed or tool rotation is too fast by feeling the pressure and vibration when cutting. When using automated CNC machines, operators rely on readings and chip color, but with practice and experience, you can get a feel for good starting speeds and feeds for different materials.
CAM simulations can also give you general initial parameters, but they don’t account for the condition of the cutting tool. When buying new tools, it’s a good idea to reference the manufacturer’s catalog to familiarize yourself with the specific considerations for materials, wearability, and temperature effects of your tools.
Typical formulas for determining appropriate speeds and feeds are shown below. Depending on the tool and your supplier, you may need additional equation parameters to account for different types of cutting diameters, cutting diameter at cutting depth, face effective cutting-edge count and others.
Equation for Rotational Speed

N = Rotational Speed (RPM’s)
v = Cutting Speed (SFPM)
D = Cutter Diameter Feed
Equation for Feed Rate
fr = Feed Rate [Distance/Min]
N = Rotational Speed
nt = Number of Teeth on the Cutter
f = Feed (In/Tooth)
Toolpaths
Toolpaths are the trajectories the cutting tool follows during the machining process. CAD and CAM software simulate toolpaths by generating the coordinate locations that a cutting tool will follow in the machining process. This allows you to detect interferences between the tool holder and the workpiece, calculate speed, and know when you’ve programmed a cut outside of the workpiece by mistake.
2D Toolpaths
Depending on the number of axes and how they move, CNC milling toolpaths can be classified as 2D, 3D, 4-axis, or 5-axis. Figure 4 shows an example of 2D toolpaths, which are operations defined on the X-Y plane.
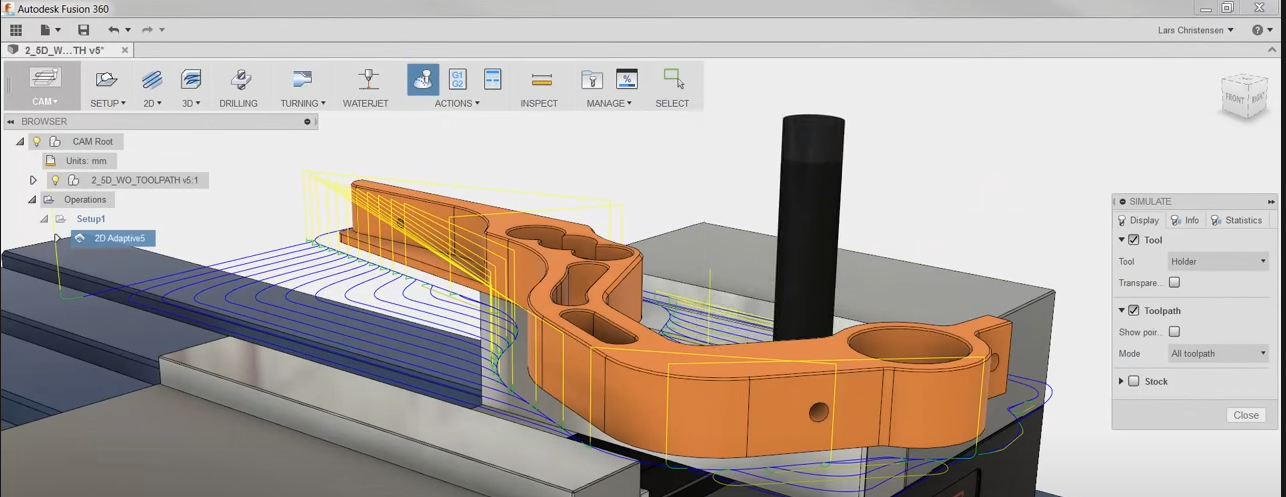
At this point, you may be wondering why we’re discussing 2D toolpaths. After all, don’t CNC machines work with three axes or more?
Well, the term 2D is a little misleading, because there’s a Z-axis value, but that value only positions the tool at a specific depth and is kept constant during the operation. So, if you look only at the cut operation, the 2D label makes sense since the cut happens only in the X-Y plane. In other words, the workpiece is cut normal to the tool.
Z-Levels and Machining Pockets
You may have heard 2D toolpaths referred to as 2 ½ D because some think it’s a better term for this type of toolpath. However, this terminology is problematic when machining pockets in parts. In Figure 4 above, the blue lines outside of the part are 2D toolpaths where the cutting motion happens in the X-Y plane.
However, the pockets in the part are tricky: if the tool is already at the pocket-specific height, and cutting only occurs on the X-Y plane, how can the tool carve the pocket? Doesn’t it drill in the Z direction to get the tool inside of the workpiece at that specific height and turn it into a 3D toolpath?
The short answer is no. To mill the pockets, the machine utilizes Z-Levels, where the tool is positioned at one elevation in Z and the cutting operation is performed at the X-Y plane at that Z elevation. Then the machine moves to the next Z-level and so on until the pocket is completely milled out — which gives the impression of cutting in the Z-axis when in reality you’re not.
Common 2D operations
2D toolpaths and 2D operations are defined on the X-Y plane, and Figure 5 below illustrates some of the most common 2D operations:
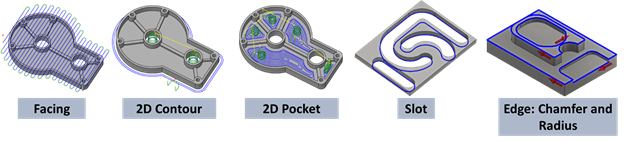
- Facing: This toolpath is used as a starting point to produce flat faces and square edges.
- 2D Contour operations: These are used to rough outline and finish outside part walls, like the blue lines in Figure 4.
- Pocketing: As the name implies, this type of operation removes material to produce pockets.
- Slot Milling: Similar to pocketing, the tool works in Z-levels but produces specialized slot shapes.
- Chamfer Milling: This toolpath produces chamfer edge corners at specific angles.
- Radius (Corner-Round) Milling: Similar to chamfer, but the produced edge corner is round.
3D Toolpaths
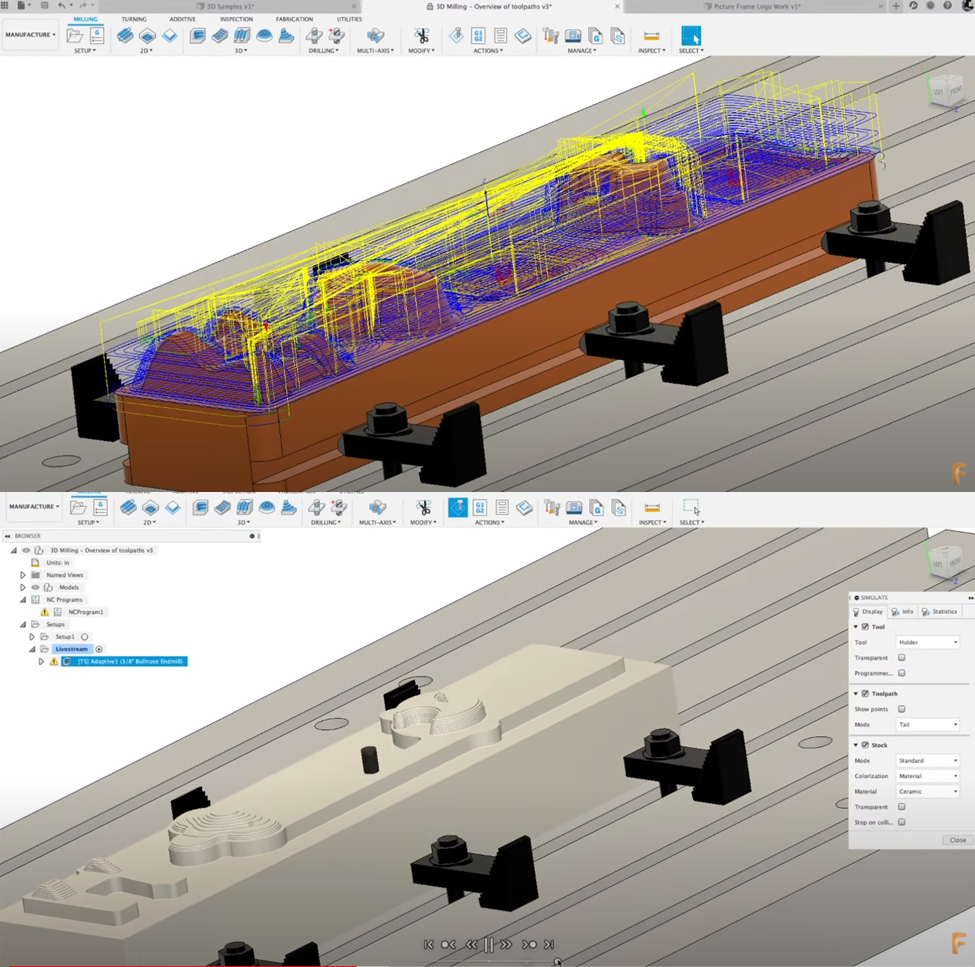
2D Toolpaths are defined on the X-Y plane, but when the operation also includes Z-axis motion, it becomes a 3D toolpath. These toolpaths are used to machine more complex shapes, like molds, die-tools, organic topologies, and geometries with compound rounds — generally, 3D toolpaths are used to carve shapes not typically possible with 2D toolpaths.
If you’ve used a 3D scanner, you know that instead of generating a typical CAD geometry, scanned geometries are created as a mesh or array of triangles in the model. Similarly, CAM software creates a triangular mesh representing the geometry to be machined, and this mesh is used to calculate the 3D toolpath. This process is complex and the simulation takes more time since the software must calculate and constantly monitor the toolpath to ensure the tool doesn’t interfere with the workpiece.
Common 3D Operations
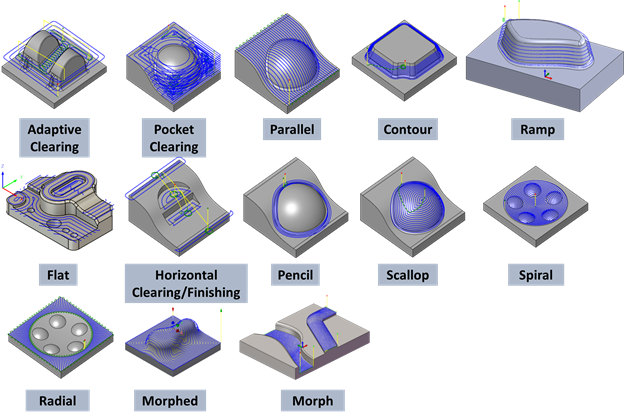
Now that you know how 3D toolpaths and 3D operations are defined, let’s take a look at what the different 3D operations do. Figure 7 illustrates some of the most common 3D operations, and is followed by a breakdown of each:
Clearing Operations
Clearing operations are roughing operations, or in other words, they’re primarily used to remove the bulk material.
- Adaptive Clearing is used for removing large areas of material. This strategy divides the workpiece into a series of Z-levels (different elevations) and then machines them starting from the bottom.
- Pocket Clearing is similar to Adaptive Clearing in that the CAM software divides the workpiece into Z-levels. But, with pocket clearing, the machining goes in stages, from the middle to the edge of the horizontal area along offset passes.
Finishing Operations
Finishing operations improve surface finish, dimensional accuracy, and tolerances. In other words, these milling operations generate the designed surface finish.
- Parallel finishing is used for geometries that can be divided into planes with similar contours. The passes are parallel in the X-Y plane and follow the surface in the Z-direction.
- Contour finishing is similar to the 2D contour operation, but it consists of multiple contours at different Z elevations.
- Ramp finishing is similar to contour finishing, but as the name indicates, ramps down walls rather than machining with a constant Z elevation.
- Flat finishing is similar to the 2D facing operation.
- Scallop finishing consists of passes at a constant distance from one another with inwards offset along the surface.
- Spiral finishing is a spiral projected down on the machined surface.
- Radial finishing consists of passes along the radii of an arc, then projected down on the machined surface.
Other Operations
Other operations can be defined as clearing or finishing depending on the parameters of the CAM software.
- Horizontal clearing machines flat areas of the part in the same way as pocket clearing, and is applicable for both roughing and finishing operations.
- Pencil operations create 3D toolpaths along with internal corners and fillets with radii smaller than or equal to the tool corner radius.
- Morphed spiral operations are similar to the spiral operation, except the spiral is generated from the selected boundary instead of trimming the generated passes to the machining boundary.
- Morph toolpaths involve machining between 2 curves, following their shapes.
Conclusion
Hopefully, this article has given you a better understanding of CNC Milling cuts and toolpaths. If you want to learn more about CNC machining, check out our resource center for more articles, webinars, and guides that will help you fully leverage the power of CNC machines to realize your next product design.
And remember, if you need help with your next project, Fictiv has a team of experts waiting to help you build better CNC parts, faster. Create an account, upload your design, and receive an online CNC quote today!

