








Time to read: 5 min
Blow molding and rotational molding both produce hollow plastic parts. Unlike injection molding, which can produce solid, high-strength parts with great complexity, blow molding can produce only hollow, thin-walled parts with relatively simple shapes. Rotational molding also produces hollow plastic parts, but they’re typically thicker, stronger, and more complex. There are various applications for these manufacturing processes, but how does blow molding compare to rotational molding for hollow plastic parts?
The table below compares blow molding vs. rotational molding in terms of part design, materials, tooling, and production.
| Blow Molding | Rotational Molding | |
| Part Design | ||
| Design Flexibility | Less | More |
| Design Complexity | Less | More |
| Wall Thickness | Thinner | Thicker |
| Strength | Less | More |
| Part Sizes | Small and Medium | Small, Medium, and Large |
| Materials | ||
| Form Factor | Pellets | Powdered Resin |
| Polyethylene (PE) | Yes | Yes |
| Polypropylene (PP) | Yes | Yes |
| Thermoplastic Elastomer (TPE) | Yes | Yes |
| Nylon | Yes | Yes |
| Tooling | ||
| Mold Costs | Higher | Lower |
| Mold Life | Longer | Shorter |
| Production | ||
| Cycle Times | Shorter | Longer |
| Part Quantities | Higher | Lower |
| Per-Piece Costs | Lower | Higher |
| Inserts and Graphics | Yes | Yes |
And if you need help designing the type of plastic parts where injection molding is unmatched, check out our injection molding design guide for tips and best practices.
Download Fictiv’s Injection Molding Design Guide
How does blow molding work?
There are three main blow molding processes: extrusion, injection, and stretch. Extrusion blow molding (EBM) is the most common type and can be continuous or intermittent. During EBM, plastic resin pellets are melted and extruded into a hollow molten tube called a parison, which is then clamped into a mold. Compressed air is injected into the parison, causing it to expand and take the mold’s shape. After the mold is cooled and the plastic solidifies, the mold is opened and the plastic part is released.

Extrusion blow molding is one of three blow molding processes. Image Credit: Gemini Group
Injection blow molding is a variation of this process and injects rather than extrudes the molten material. Typically, this heated plastic is injected around the core. After the molten plastic is inflated and then cooled, the part is removed. Stretch blow molding stretches the parison and is either a one-stage or two-stage process. With the two-stage process, injection molded pre-forms are stored for a short period of time and inflated with a reheat-blow machine.
Injection blow molding is a variation of this process and injects rather than extrudes the molten material. Typically, this heated plastic is injected around the core. After the molten plastic is inflated and then cooled, the part is removed. Stretch blow molding stretches the parison and is either a one-stage or two-stage process. With the two-stage process, injection molded pre-forms are stored for a short period of time and inflated with a reheat-blow machine.
How does rotational molding work?
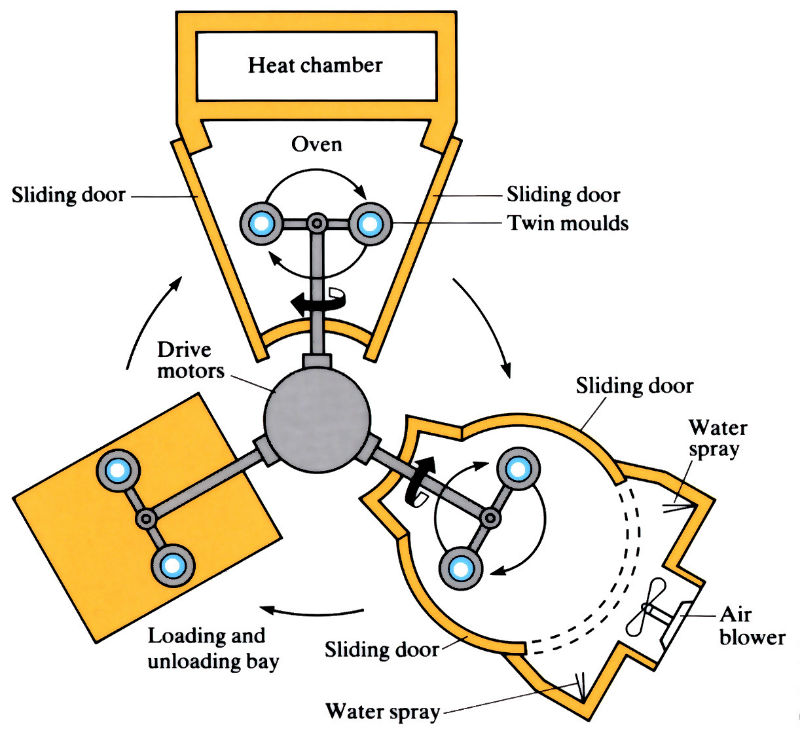
Rotational molding begins when a pre-measured amount of powdered resin is loaded into a mold that is then closed and held shut with bolts or clamps. The mold is put in an oven where it rotates about two axes simultaneously. As heat is transferred throughout the mold, the powder melts and adheres to the mold’s surface, building up layers of plastic. Pressure builds as the mold’s temperature rises to several hundred degrees, but air escapes through a vent tube.
When all of the powdered resin is melted and distributed, the mold is transferred to a cooling chamber. As the biaxial rotation continues, the mold is cooled with air, water mist, or a combination of both. As the temperature gradually decreases, the plastic part solidifies into its final shape, the mold is opened, and the part is removed. Like blow molding, secondary processes such as trimming may be required.

Rotational molding uses first an oven and then cooling. Image Credit: OpenLearn University
How do blow molding and rotational molding compare in terms of part design and materials?
Blow molding offers less design flexibility than rotational molding. Although blow molding provides better control of wall thickness, blow-molded parts are usually smaller and aren’t as strong or durable. They may also lack surface finishes that are aesthetically pleasing. Rotational molding requires thicker walls and uses more material, butsupports parts that are larger, heavier, and more complex. Blow molding is a better choice for parts that are simpler, lighter, and have thinner walls.
In terms of materials, polyethylene (PE) is the most commonly used plastic in rotational molding. Types include low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), high-density polyethylene (HDPE), and static-dissipative polyethylene for electrical and electronic applications. Polypropylene (PP), nylon, and thermoplastic elastomers are also used, although less frequently. Blow molding supports the use of these same polymers, and both processes also support other plastics.
How do blow molding and rotational molding compare in terms of tooling and production?
Blow molding requires more expensive tooling because it occurs at higher pressures. Aluminum is often used because of its high thermal conductivity and excellent machinability. Although steel is seldom used for extrusion blow molds, injection blow molds sometimes use pre-hardened or stainless steel. Most rotational molds are made of aluminum castings, but some are fabricated from steel or aluminum sheet metal instead. Rotational molds cost less but blow molds last longer.
Compared to rotational molding, blow molding has significantly shorter cycle times. Rotational molding can take more than 30 minutes, but blow molding can produce parts in a minute or less. Despite its higher tooling costs, blow molding is more cost-effective for production volumes that exceed 3,000 parts per year. Although blow molding is not cost-effective at low volumes, it tends to have lower per-piece costs. Both blow molding and rotational molding processes support the use of inserts and molded-in graphics.

Rotomolding can use significantly larger tools than blow molding. Image Credit: Gregstrom Corporation
How do blow molding and rotational molding compare in terms of applications?
Because it’s an umbrella term for three different processes, blow molding has a range of applications. For example, extrusion blow molding is used to produce parts such as HVAC ducts and lawn mower seats. The main applications for injection blow molding are bottles, jars, and other containers with simple geometries. Stretch blow molding is used to produce milk jugs, water bottles, and soda bottles, especially in high volumes.
Like extrusion blow molding, rotational molding can also produce plastic ducts for HVAC systems and parts for lawn and garden equipment. Typically, however, rotomolding isn’t used to produce disposable containers. For fluid storage and handling, rotational molding can produce large, durable tanks for water, wastewater, fluids, and fuels. Because it supports stronger, thicker products, rotomolding is also used for hollow plastic parts and products like boats, barriers, bins, pallets, carts, and containers.
How do you get solid, complex plastic parts fast?
Blow molding and rotational molding both have their advantages and applications, but plastic injection molding handles greater design complexity and creates strong, solid parts fast. When you partner with Fictiv, you’ll receive more than just a quote for injection molded products — you get design for manufacturing (DFM) feedback and expert guidance that can help to ensure the success of your project. As your operating system for custom mechanical parts, Fictiv is ready to guide you from prototyping through production.
To get started, create a Fictiv account and upload your design today!

{kind=link}