






Time to read: 8 min
Sheet metal is generally composed of thin and flat sheets of metallic material. Its versatility makes it very useful for a broad range of applications and manufacturing processes. It can be rapidly shaped and cut to produce many components and can be made from various metals and metal alloys like stainless steel, carbon steel, aluminum, brass, and copper.
Many processes are utilized to form parts from sheet metal, including laser cutting, plasma cutting, and sheet metal bending. This article will explore in detail what materials can be formed into sheet metal, sheet metal geometries, the most common sheet metal part-forming processes, and their applications.
Why Can Some Metals Be Formed In Sheets and Others Cannot?
You will easily find aluminum or stainless steel sheets, but it’s very difficult to find lead or zinc sheets. This is because certain metals and their alloys possess certain factors that make them easier to form into thin sheets, such as their crystalline structure, ductility, and malleability.
Metals with a face-centered cubic (FCC) crystal structure have a higher ductility and malleability and are, therefore, more easily formed into thin sheets. Examples of metals with an FCC crystal structure include aluminum, copper, and gold; these are highly ductile, malleable, and easy to form into sheets. Alternatively, metals with a body-centered cubic (BCC) structure are brittle and not malleable, making it difficult or impossible to form them into sheets.

Understanding the properties of different metals helps manufacturers choose the right material for specific applications and manufacturing processes.
Here are some metals alloys that are commonly found in sheet metal form:
- 6061 Aluminum
- 7075 Aluminum
- 110 Copper
- 1018 Steel
- 303 Stainless Steel
- 316L Stainless Steel
- 301 Stainless Steel
- 304 Stainless Steel
- 1020 Steel
- 5052-H32 Aluminum
- Galvanized Steel
- Cold Rolled Steel
- Hot Rolled Steel
- 430 Stainless Steel
- 1100 Copper
- Carbon Tool Steel SK7
- Carbon Spring Steel 65M
Making Parts from Sheet Metal: Various Methods Laser Cutting
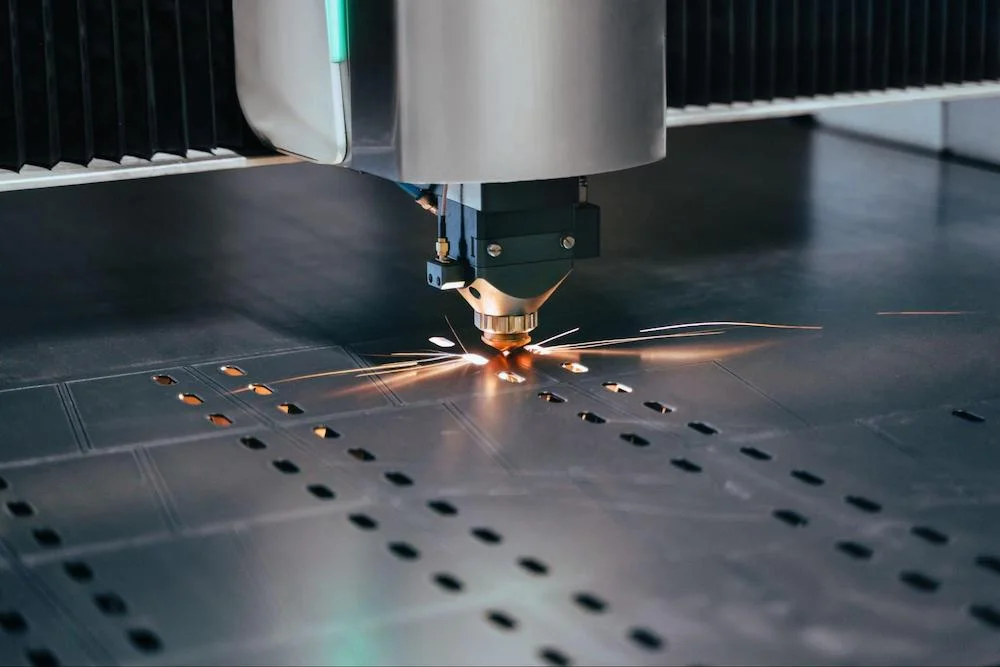
Laser cutting is one of the most popular processes for cutting sheet metal parts. It is a precise and efficient process that can rapidly produce complex parts with high accuracy. The limitation of laser cutting is that the sheet thickness needs to be less than 6 mm thick for the process to work.
What is Laser Cutting?
Laser cutting involves cutting sheet metal parts utilizing power from a laser. The word LASER is an acronym for Light Amplification by Stimulated Emission of Radiation. This simply means that a laser is a narrow, high-powered beam of light with similar wavelengths (versus white light from light bulbs that is a mixture of various wavelengths).
What is happening with the laser cutting of sheet metal? Well, remember that light is energy via excited photons. The laser beam is a stream of photons that are full of energy. The laser beam of photons is focused on the metal surface (sheet metal), and the energy is absorbed by the metal. When the photons hit the surface of the metal, their energy is transferred as heat, and it is enough energy and heat to raise the temperature of the sheet metal to its melting point where vaporization may occur. When the laser starts, a tiny hole is produced rapidly, and then the movement of the laser extends this hole, creating a narrow cutting path. Laser cutters also have a continuous flow of gas that works to blow through the cut metal. This gas smell is what I remember the most about being around laser cutting.
Here are some common terms to know about the laser-cutting process:
- Kerf: The width of the laser cut (the narrow cutting path); due to material melting at the cut line.
- Squareness and Striations: Define the quality of the cut.
- Depth of Cut: Controlled by the amount of energy in the laser beam. Therefore, sheet metal can be engraved or cut completely.
Advantages of Laser Cutting
- Precision and accuracy are easier to accomplish with laser cutting due to the precision of the focus of the laser beam and the computer-controlled (CNC) cutting pathway. Remember that your sheet metal should be of high quality to ensure the best outcomes.
- Speed and efficiency are inherent to laser cutting sheet metal parts because the laser is powerful enough to make quick cuts, and typically a large number of parts can be cut from one sheet, so less labor is required.
- Laser cutting is versatile and can also be used for wood and plastic.
- Laser cutting is typically cost-effective because the machining is less hands-on and runs faster.
Plasma Cutting
What is Plasma Cutting?
Plasma cutting involves a flow of electricity coupled with gas to burn through material. “Plasma” is a term used to describe superheated material and is a mixture of positively and negatively charged gas particles. The sun, lightning, and stars in the solar system are all comprised of plasma. So, think about something with the same energy and power as the sun being directed at a metal surface. A stream of highly concentrated electrical current is coupled with a fast flow of gas (oxygen or nitrogen) that settles on the sheet metal surface, creating high heat. This generated heat melts a slot (not a hole as in laser cutting) in the sheet metal, which is propelled through the cutting path.

Because of the higher amount of energy generated during plasma cutting, it can be used to cut thicker sheet metal, upwards of 8 mm thick, versus the thinner metal targeted with laser cutting. Plasma cutting is slower than laser cutting, and the width of the cut path is wider.
Here are some common terms to know about the laser-cutting process:
- Torch: Most refer to the plasma head or the component where the plasma stream originates as the torch.
- Kerf: The width of the plasma cut (wider than a laser kerf); due to material melting at the cut line.
- Dross/Slag: The waste/byproduct from the cutting process that falls under the sheet when melted and resolidifies.
- Lag Lines: Grooves in the cut surface due to the on/off switching pattern of electricity to feed the electrode within the torch.
Advantages of Plasma Cutting
- Speed: While plasma cutting is slower than laser cutting, it is still a much faster process than traditional methods, such as sawing or shearing, to cut thicker sheet metal.
- Versatility: Plasma cutting has similar versatility to laser cutting.
- Precision and accuracy are excellent with the computer-controlled (CNC) cutting pathway of plasma cutting but not as high as with laser cutting due to the width of the cut path being larger.
- Plasma cutting is the most cost-effective method for small- and medium-sized production runs.
Sheet Metal Bending
Bending sheet metal is popular because it allows a single part to fit within an assembly in many directions without complex machining or assembly of multiple parts with fasteners or permanent metal joining. Sheet metal is a popular choice of material to bend because its low thickness usually enables bending without cracking.

Sheet metal bending involves inserting a sheet of metal (often previously stamped, laser, or plasma cut) into a press that has been fit with a set of dies (press break). The sheet metal is placed in the correct orientation on top of the bottom die, typically to a stopping point that is raised, and then the press is operated, putting pressure down on the sheet to cause permanent, plastic deformation of the sheet and fix the bend you desired to place in the sheet. Sometimes, a sheet is bent multiple times and in several different orientations. Some bends take several steps so the metal isn’t too highly stressed. Metal bending can produce complex shapes and contours, including curves, angles, and bends.
Tips for Sheet Metal Bending
- Design your bent sheet metal parts with enough material to create the bend (the sheet to bend is often called the blank). Imagine a sheet of metal rolled up in a cylindrical shape; you would need enough material to fit the outside circumference of the cylindrical shape. This same concept also applies to bent metal segments that are less than a full circular shape.
- Give sufficient room around holes for bend locations. Bends too close to holes will deform the holes. This distance depends on the material type, hole diameter, and sheet metal gauge.
- Consider operator safety when handling blanks to be bent. Place a radius on all sharp corners.
Finishing Sheet Metal Parts
Powder Coating
Powder coating is a dry finishing process that combines polymer resin, leveling agents, curatives, pigments, flow modifiers, and various other additives. What makes a powder coating unique and interesting is that all these ingredients are melted, cooled, and then refined by grinding them into a fine, homogenous powder. This process is reminiscent of the manufacturing flame spray coating powder, made from atomizing metals into small ‘powder’ particles and sorting them by particle size.

Like any other finishing process, the success of a powder-coated finish is directly dependent on the part preparation. Powder coating involves using a spray gun that electrostatically charges the powder particles. The propulsion of these powder particles is attracted to the electrically grounded part. After powder coating, the parts are cured in a heated oven. This facilitates a chemical reaction whereby strong molecular chains are formed, and the coating homogenizes to a dense and tough finish.
Less commonly, powder coating is accomplished by heated parts immersed in a fluidized bed where the powder melts on the parts. Then, the parts are either pulled out and left to allow the coating to dry or further cured, solidifying the coating.
How Durable is Powder Coating?
The durability of powder coating is greater than that of paint but less than an electroplated finish. Powder coating is the thickest of the common finishes: painting, powder coating, and electroplating.
Generally, powder coating is durable enough to withstand heavy loads and daily use. You likely have a few powder-coated parts around you right now, as they are widespread in consumer use. You will likely find powder-coated parts on your light fixtures, refrigerator, and bicycle.
Alternative Sheet Metal Finishing
There are several other methods that are utilized to finish sheet metal parts, and the finishing process selection depends on the environmental conditions, assembly, function, and desired aesthetics. Some common finishing methods include deburring, welding, painting, plating, powder coating, surface modifications, and polishing. Deburring involves removing any sharp edges or burrs left on the sheet metal after cutting or bending. Welding is used to join two or more pieces of sheet metal together, while painting and plating provide a protective layer to prevent corrosion, improve conductivity, or increase wear resistance. Polishing can be used to give a smooth and shiny finish to the sheet metal. Conversion coatings like passivation or anodizing offer corrosion resistance and may impact part aesthetics. Each method has its advantages and disadvantages, and manufacturers must choose the appropriate finishing method based on the specific application and requirements of the finished product.

For all your part fabrication needs, the experts at Fictiv are here to help. We offer a wide variety of manufacturing processes and finishing options to satisfy your manufacturing needs for a variety of industries. We can even deliver parts in as little as one day. To find out just how easy the process is, upload a part for an instant quote today!